Medicinska industrin driver utvecklingen av skärande verktyg
Vad finns att lära för övrig industri?
Vad kan vi lära oss från tillverkningen av ortopediska implantat och hur denna industri driver utvecklingen av verktyg?
Den medicintekniska industrin är specialiserad på tillverkning av produkter som används för att lösa olika medicinska problem och de innehåller ett stort antal komponenter av varierande storlek, formkomplexitet, krav på noggrannhet, material och så vidare. För att tillverka dessa delar används olika tekniska processer där maskinbearbetning fortfarande spelar en viktig roll.
Bearbetningen av komponenter till medicintekniska produkter fungerar egentligen enligt samma principer som vid all bearbetning men de kräver ofta särskilt komplicerade bearbetningsprocesser.
Typiska material som används till implantat är titanlegeringar, kobolt-krom-legeringar och rostfritt stål – samtliga svårbearbetade material. Många implantat har dessutom en komplex form, vilket kräver fleraxlig bearbetning. Komponenterna i implantaten är vanligtvis mycket små med snäva toleranser och kräver dessutom utmärkt ytjämnhet. Moderna högpresterande små till medelstora flerfunktionsmaskiner, automatsvarvar och drivna svarvar är de mest effektiva bearbetningsmaskinerna vid den typ av skärande bearbetning. För att ge så hög produktivitet som möjligt behöver maskinerna förses med rätt verktyg.
Rätt kylning i svårbearbetade material
Vid bearbetning av ISO S- och ISO M-material är kylmedelsförsörjningen avgörande för hur effektiv bearbetningen blir. PICCOCUT-serien med miniatyrverktyg utvecklades speciellt för bearbetning av små komponenter. (Bild 1). I denna mycket avancerade produktlinje riktas kylmedlet direkt mot skäreggen. PICCOCUT har även dubbelsidiga verktygshållare med interna kylkanaler riktade mot skärzonen. Verktygshållarna har en användarvänlig klämmekanism som säkerställer hög stabilitet för förbättrad skärprestanda.
Stabilitet ger lång livslängd
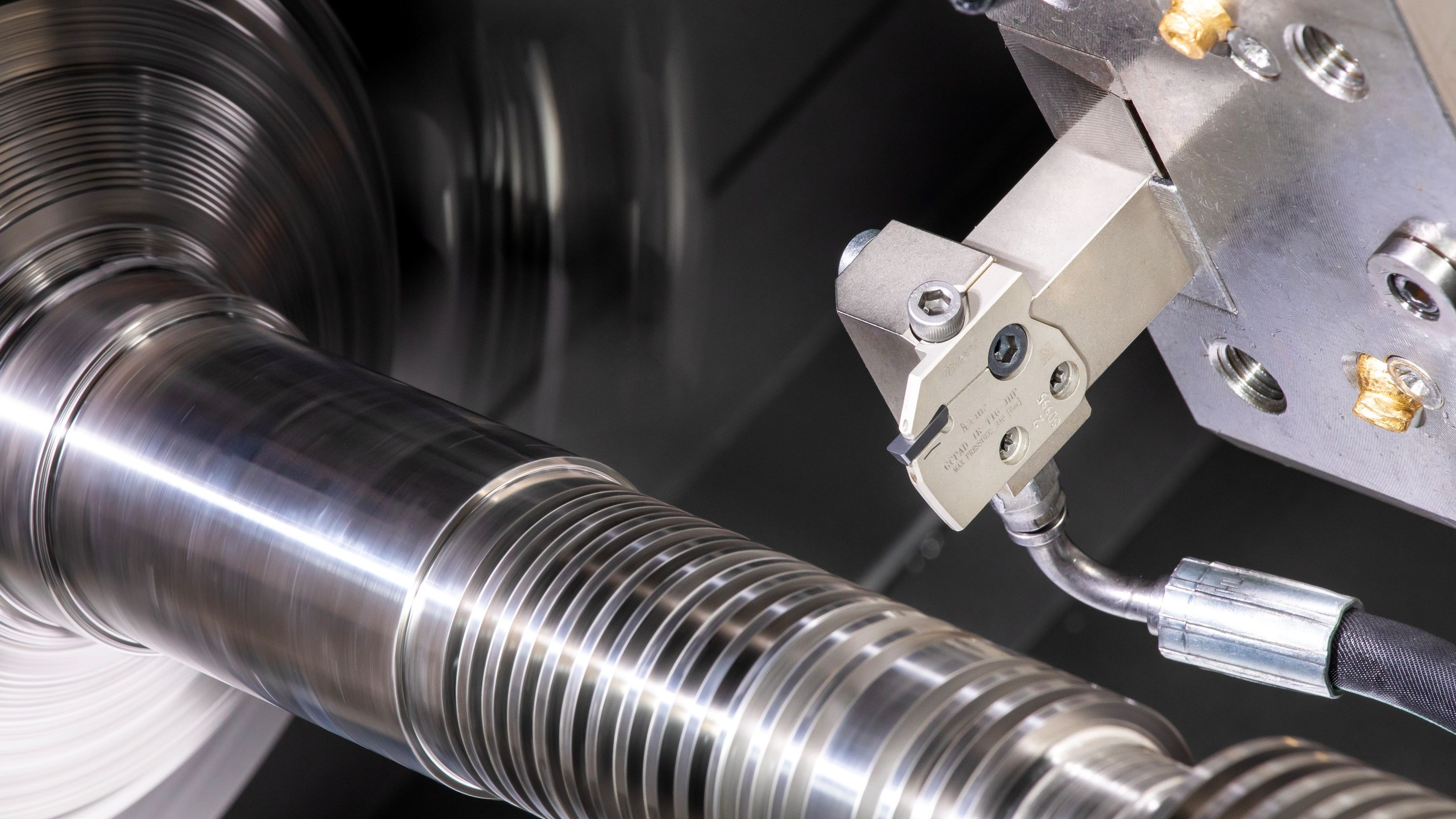
ISCAR erbjuder också svarvverktyg med ISO-standardskär avsedda för bearbetning av små komponenter i längdsvarvar (Bild. 2). Hållarna är försedda med låsmekanismen SAFE-T-LOCK som ger mycket exakt och extremt stabil montering av skäret. De finns också med högtryckskylning som tillval. Detta möjliggör svarvning med höga bearbetningsdata samtidigt som produktiviteten och verktygens livslängd förbättras.
Smala stickbredder sänker materialkostnaderna
Vid avstickning ger smala skärbredder minskade materialkostnaderna. Ett nytt sortiment av kompakta verktyg med SELF-GRIP-skär i bredder på 0,6–1,2 mm möjliggör smala snitt som minskar materialspillet vid avstickning av stänger med diametrar upp till 16 mm. Verktygen är lämpliga för bearbetning av smala utvändiga spår i längdsvarvar.
Effektiv borrning även på små dimensioner
Små solida hårdmetallborr är vanliga för borrning av ortopediska komponenter. Borrar med utbytbara skärdel av hårdmetall ger kostnadsfördelar jämfört med solida borrar och ISCAR har lyckats sänka den nedre gränsen till 4,5 mm (Bild 3). Detta ger kostnadseffektiva borrar med utbytbar skärdel avsedda för bland annat den medicintekniska industrin.
Femaxlig profilfräsning
Teoretiskt ger fullradiepinnfräsar en punktformad kontakt med profilytan vilket gör att fräsning med fullradiepinnfräsar kräver en liten förflyttning i sidled för att ge en högkvalitativ yta vilket i sin tur ökar cykeltiden. En effektiv lösning för att övervinna detta hinder, särskilt vid femaxlig bearbetning av ortopediska komponenter, är att använda tunnformade fräsar, så kallade barrelmills. Iscar har utökat sortimentet av barrelmills med solida fräsar, vändskärsfräsar och Multimaster, som är fräsar med utbytbart skärhuvud.
Dessa fräsar är främst utformade för fin och medelfin bearbetning av titan, superlegeringar och austenitiskt rostfritt stål – samtliga vanligt förekommande material inom den medicintekniska industrin. Tunnformade fräsar ger en mycket jämnare yta och kortare processtid genom att antalet passeringar minskar och är mycket effektiva för bearbetning av komplicerade ortopediska komponenter, till exempel knäproteskomponenter (Bild 4).
Höghastighetsspindel för små verktyg
Fräsning, borrning, gravering, avgradning och andra skärarbeten som utförs av små roterande verktyg kräver hög rotationshastighet. ISCAR:s nya MICRO 90-spindel (bild 5) löser detta problem med hjälp av högtryckskylning. Med MICRO 90-spindlarna går det att nå rotationshastigheter på 35 000–53 000 varv/min medan huvudspindeln står stilla.
Inom den moderna tillverkningsindustrin är den medicintekniska sektorn en av de snabbast växande. Här används nya material, bland annat kompositer, och ny teknik såsom 3D-utskrifter.
Moderna bearbetningslösningar används inte bara vid tillverkningen av komponenter för ortopediska och dentala implantat utan även till medicintekniska instrument, komponenter till medicintekniska produkter, mikrobearbetade medicintekniska produkter med mera. Utvecklingen av nya behandlingsalternativ sätter press på den medicintekniska industrin att hitta lösningar som fungerar väl vid tillverkning av medicintekniska produkter. Verktygstillverkarna har förstått att medicinteknikbranschen är en bransch där det krävs nya avancerade lösningar som sedan kan gå vidare och användas inom andra branscher
- ISCAR SVERIGE AB - Uppsala

- https://www.iscar.se/
- Företagsprofil
- 018-66 90 60
- E-post